H-Frame Broiler Battery Cage System
A high-capacity, multi-tier vertical farming solution specifically engineered for large-scale poultry operations exceeding 20,000 birds, delivering maximum land efficiency through advanced industrial automation.
Contact Us for Pricing
Interested in this product? Contact us now for detailed pricing and product information.
Product Details
Product Name: H-Frame Broiler Battery Cage System
I. Product Overview
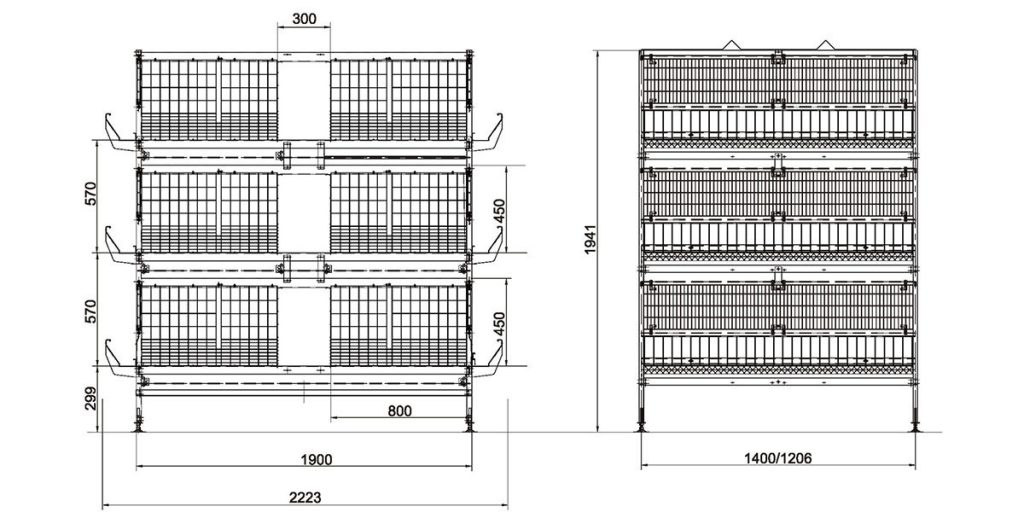
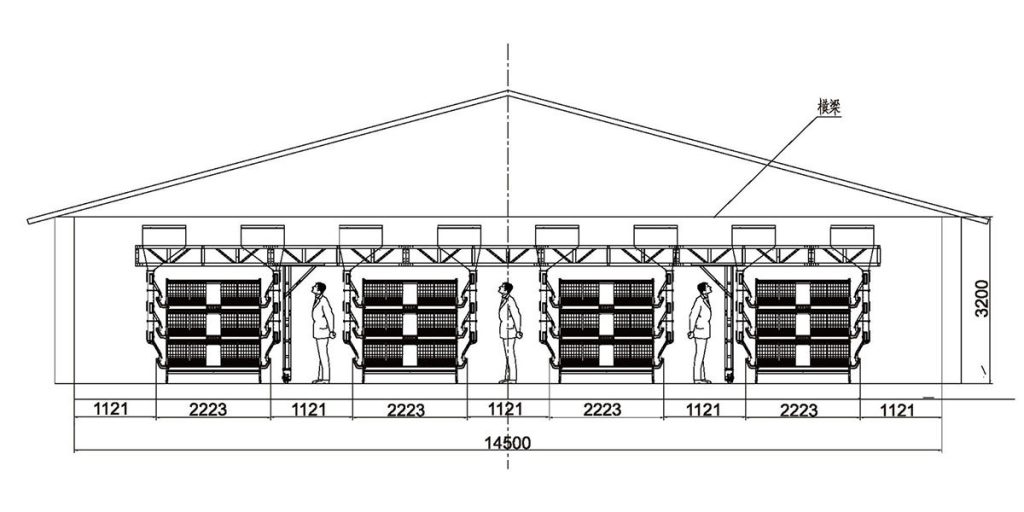
The Automated H-Frame Broiler Battery Cage System is the ultimate structural solution for high-density, industrial-scale broiler production. Offered in a versatile range from 3 to 16 tiers, this system is designed to transform poultry house efficiency by stacking birds vertically, significantly reducing the required building footprint compared to floor-based methods. This infrastructure is specifically optimized for large-scale facilities with a capacity of over 20,000 birds, where manual management is no longer viable. Its modular H-frame design aligns with the latest global trends in precision farming and biosecurity, providing a robust, stable, and fully enclosed environment that meets the most demanding international food safety and animal welfare standards.
II. Functions & Workflow
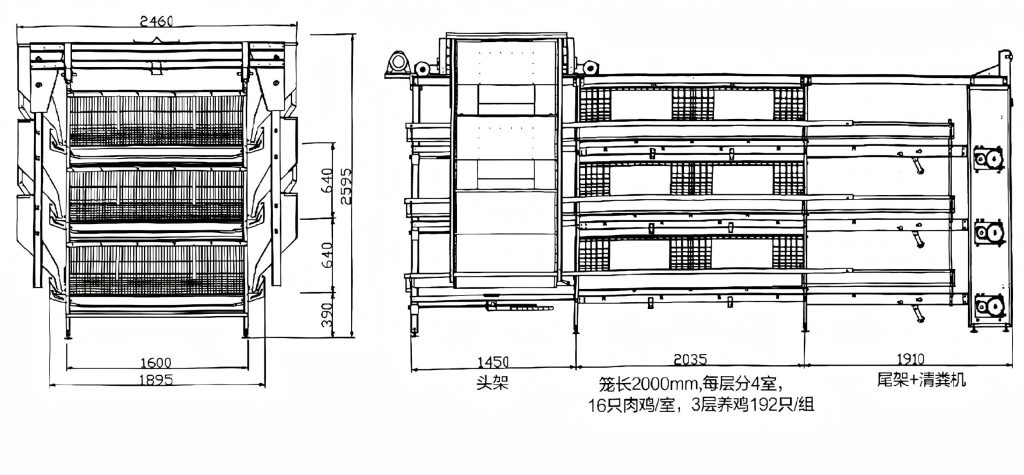
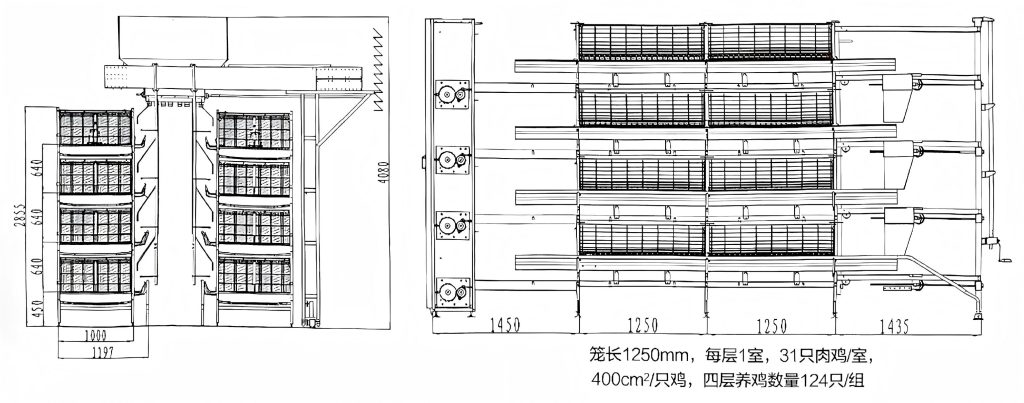
This system provides a fully integrated operational logic comprising automated feeding, drinking, manure removal, and bird harvesting. The workflow is synchronized via a centralized PLC and follows a highly modular design. To accommodate different poultry house layouts and production targets, our system is available in multiple models with varying unit dimensions and tier heights. While we offer a standard reference size (typically 1050*800*450mm per unit), each model’s internal space is precision-calculated to maintain an optimal stocking density (e.g., 17 broilers per unit), ensuring maximum land efficiency without compromising bird welfare.
This system achieves full automation through six core sub-systems working in perfect harmony.
1. Feeding System: Utilizing a Gantry-type or Trolley-type structure, it ensures uniform feed dispensing across all tiers with an extremely low failure rate. The Trolley type offers separate feeding control and overcomes uneven floors, while South African imported augers ensure fast, reliable delivery through straight white PVC troughs.








2. Drinking System: The unified-lifting nipple drinking water system ensures zero leakage and sufficient clean water. This centralized mechanism reduces manual labor and avoids drinking line damage as the birds grow.
3. Manure Removal System: The Automated Manure Removal System is a vital structural component for maintaining high-density broiler sanitation and enhancing biosecurity. It is designed to efficiently remove waste in real-time, significantly lowering ammonia ($NH_3$) and hydrogen sulfide ($H_2S$) levels to prevent respiratory diseases. Our comprehensive solution comprises three integrated modules: in-cage longitudinal cleaning, horizontal-inclined cleaning, and centralized external transport.
a. Inside Manure Cleaning System (Longitudinal)
This system is installed beneath each cage tier to regularly transport manure from inside the house to the external collection area.
High-Performance Cleaning Belts:** Utilizes 1.0-1.2mm thick Polypropylene (PP) belts characterized by high tensile strength, wear resistance, anti-aging properties, and a low friction coefficient.
Advanced Drive & Anti-Deviation Mechanism: The drive roller is made of high-quality structural steel with a heavy hot-dip galvanized coating. It features segmented rubber belt-pressing rollers and a precision pressing mechanism, which effectively prevents the manure belt from slipping or deviating during long-distance operation.
Multi-Stage Scraper Logic: Employs a double-channel PU material one-piece open mechanism scraper that sits close to the belt for a thorough clean. Additionally, a high-PVC inner scraper prevents feathers and debris from entering the driven roller.
Feather Management: Features a specialized nylon spiral driven roller at the front end, which easily exports chicken feathers and other sundries without damaging the manure belt, solving a common bottleneck in broiler housing.


b. Outside Manure Cleaning System (Horizontal & Inclined)
Once manure is moved to the end of the cages, this module ensures efficient transport to manure trucks or designated storage areas.
Robust Structural Framework: The main frame utilizes profile-welded hot-dip galvanized steel, offering extreme rust prevention and high structural strength for outdoor environments.
Heavy-Duty Conveyor Belts: Features annular rubber conveyor belts that are wear-resistant, anti-corrosive, and designed for heavy loading. The system employs a chain tension transmission mechanism to avoid chain skipping even under complex working conditions like diluted manure or rain.
Versatile Terrain Adaptation: We offer multiple transportation modes, including underground, above-ground, and overhead configurations, allowing the system to adapt to complex farm terrains and various designated storage distances.
Efficient External Transport: The multi-channel scraper blade structure ensures high efficiency in final belt cleaning, significantly reducing labor and lower environmental pollution risks on the farm.


4. Lighting System: The system incorporates specialized livestock LED lighting featuring a warm-light spectrum, specifically designed to simulate natural daylight cycles. These waterproof LEDs provide uniform light distribution across all tiers (up to 16), significantly reducing bird stress, preventing pecking behaviors, and stimulating optimal feed intake during the growth phase. The entire system is managed through a high-definition 7-inch capacitive touch screen, ensuring the operation is both intuitive and user-friendly. Powered by an AC 220V/50Hz supply, the controller provides a highly stable DC 0-50V adjustable and programmable output for precise dimming. It supports three distinct operation modes: external, manual, and age-based control, which allows the lighting program to automatically adjust according to the broilers’ specific development stage. To further enhance bird welfare, the system features a brightness transition delay control with adjustable timing, effectively simulating gradual sunrise and sunset to prevent the birds from being startled by sudden light changes. For international usability, the interface fully supports bilingual Chinese and English language switching.
a. Intelligent Control Hub
The facility is managed by an Intelligent Dimmer featuring a 7-inch capacitive touch screen for intuitive, high-visibility operation. Powered by AC 220V (50/60Hz), it provides a stable DC 0-50V adjustable and programmable output. The system supports three distinct operation modes: external, manual, and age-in-day control, allowing lighting programs to automatically synchronize with the broilers’ specific development stages. It includes a brightness transition delay (adjustable timing) to effectively simulate gradual sunrise and sunset, preventing birds from being startled. The hub also features emergency forced output switches, mechanical dimming support, and tri-lingual (Chinese, English, Russian) language switching for international usability.
b. Specialized Hardware Categories
DC Dimmable Fluorescent Tubes: These DC 48V (8W) tubes are constructed from high-durability PC material with an IP67 waterproof rating. Featuring a color temperature of 3000K, they utilize a unique internal circuit design to solve voltage drop issues in long houses, ensuring consistent brightness from end to end. With a lifespan ≥ 50,000 hours, they support switching between warm and blue colors to adapt to different growth or resting phases.
High-Efficiency Light Bulbs: Available in AC 220V (10W) and DC 48V (9W) configurations. These bulbs feature die-cast aluminum and high-heat-dissipation materials with IP67 protection to survive rigorous sanitation. They offer high luminous efficiency and broader illumination angles without stroboscopic effects. Like the tubes, the DC versions support warm/blue color switching and maintain stable performance over a 50,000-hour lifespan.




c. Integrated Lighting Solution & Layout Design
Our lighting solution is not a simple hardware installation but a precision-engineered “Light Field Scheme” tailored to the specific dimensions of your poultry house. By utilizing advanced optical simulation software, we calculate the optimal horizontal spacing and vertical height for each lamp row relative to the H-frame cages. This scientific approach ensures that every bird, from Tier 1 to Tier 16, receives an identical intensity of light, reaching the industry-standard average of 100 lux. The layout design minimizes shadows caused by structural components of the cage, which is critical for maintaining high bird uniformity and preventing “stress pockets” within the house.
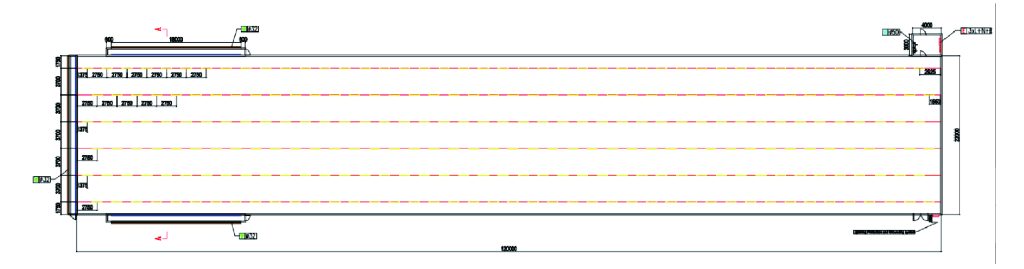
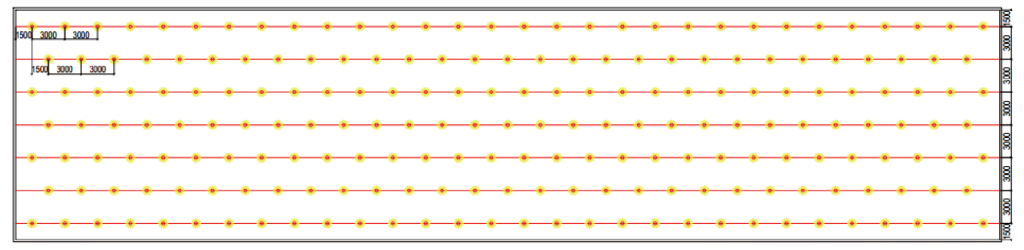
The scheme incorporates a centralized wiring logic designed to withstand the high-ammonia and high-humidity environment. For extra-long poultry houses exceeding 100 meters, our DC 48V scheme includes voltage-drop compensation design, ensuring that the light intensity at the far end of the house is perfectly consistent with the front end. The placement of the Intelligent Dimmer is strategically integrated with the main control room for ease of access. Each design includes a detailed installation blueprint, indicating wire routes, plug-and-play connector locations, and waterproof junction boxes, which significantly simplifies the site setup and ensures long-term electrical safety. This comprehensive design package guarantees that the lighting system works in perfect synchronization with the ventilation and feeding cycles, maximizing the overall production potential of the facility.
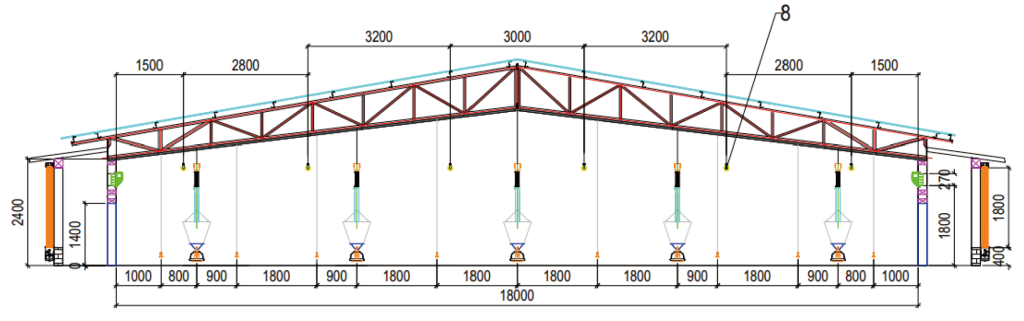
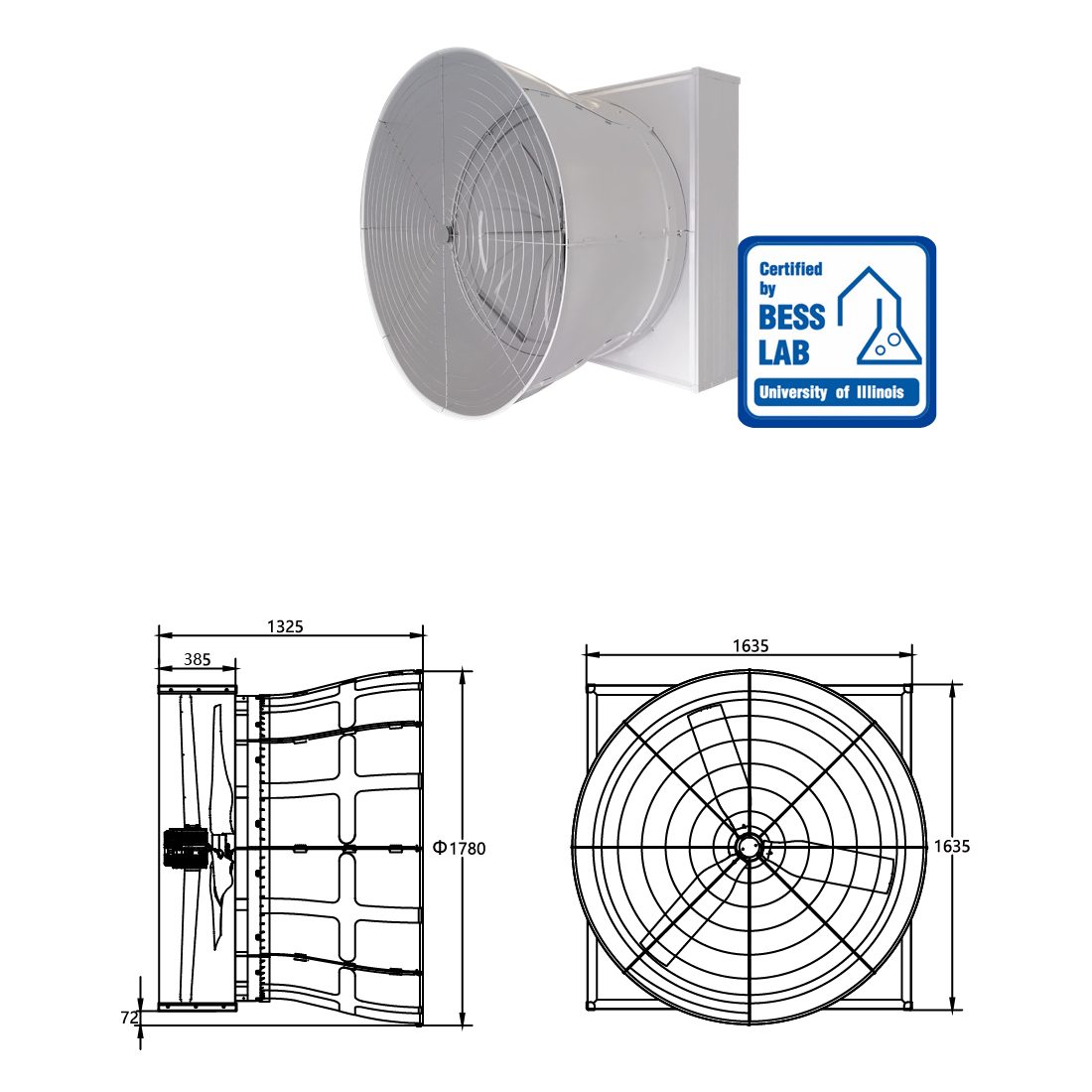
5. Ventilation & Cooling System: The system utilizes high-performance, BESS LAB certified ventilation fans to ensure optimal air exchange. We primarily deploy the HNP series Cone Fans and Butterfly Cone Fans, which are specifically engineered for high-density environments. These fans can operate stably under high negative pressure (up to 100 Pa) and feature direct-drive permanent magnet motors for stepless speed regulation (215-750 rpm). This allows the controller to precision-match the airflow to the broiler’s metabolic heat at different growth stages. Constructed from corrosion-resistant, weather-resistant plastic or high-grade galvanized steel, our fans ensure a long-lasting, maintenance-free service life even in the high-ammonia atmosphere of industrialized broiler houses.
Below are the primary fan models optimized for our H-Frame Broiler Cage Systems:
a. High-Pressure Variable Speed Cone Fan
This premium solution for extra-large broiler houses is engineered with a permanent magnet motor and an integrated control part for superior energy efficiency. It can operate continuously under high negative pressure up to 100 Pa, featuring stepless speed regulation via a 0-10V signal. Constructed from fully plastic, corrosion-resistant, and weather-resistant materials, it is completely rust-free and built to withstand high-ammonia atmospheres. The electric valve-driven butterfly sheet ensures a perfect seal when the fan is not in operation, preventing air leakage and maintaining precise house pressure.
Rated Power: 2.2kW
| Model | Unit | 0 | 12 | 25 | 37 | 50 | 62 |
|---|---|---|---|---|---|---|---|
| High-Pressure Variable Speed Cone Fan | Static Pressure (Pa) | 0 | 12 | 25 | 37 | 50 | 62 |
| Air Volume m3/hm3/h) | 67,600 | 61,400 | 55,700 | 52,100 | 46,800 | 37,700 | |
| Air Volume (cfm) | 39,765 | 36,118 | 32,765 | 30,647 | 27,529 | 22,176 |
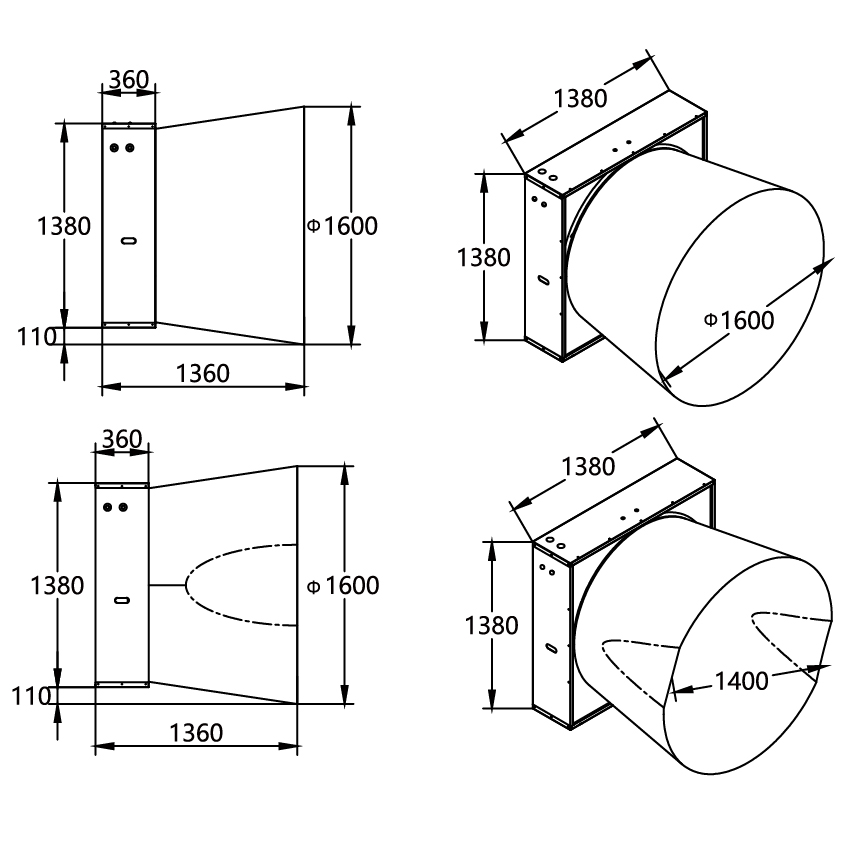
b. Automatic-Tensioning Butterfly Cone Fan
Specifically designed for high-negative pressure environments, this fan provides exceptional airflow stability for multi-tier cage systems. It features an automatic tensioning device that improves transmission efficiency and significantly reduces the frequency of belt maintenance. A narrowed air duct option is available, making it highly adaptable for poultry houses with compact gable wall spaces. It balances powerful suction with structural durability, supported by a reinforced back-end protective net for enhanced operational safety.
Rated power: 1.5kW
| Model | Unit | 0 | 12 | 25 | 37 | 50 | 62 | 75 |
|---|---|---|---|---|---|---|---|---|
| HPN 50 Butterfly Fan | Static Pressure (Pa) | 0 | 12 | 25 | 37 | 50 | 62 | 75 |
| Air Volume m3/hm3/h) | 46,600 | 44,900 | 43,300 | 41,600 | 39,700 | 37,800 | 35,500 | |
| Air Volume (cfm) | 27,412 | 26,412 | 25,471 | 24,471 | 23,353 | 22,235 | 20,882 |
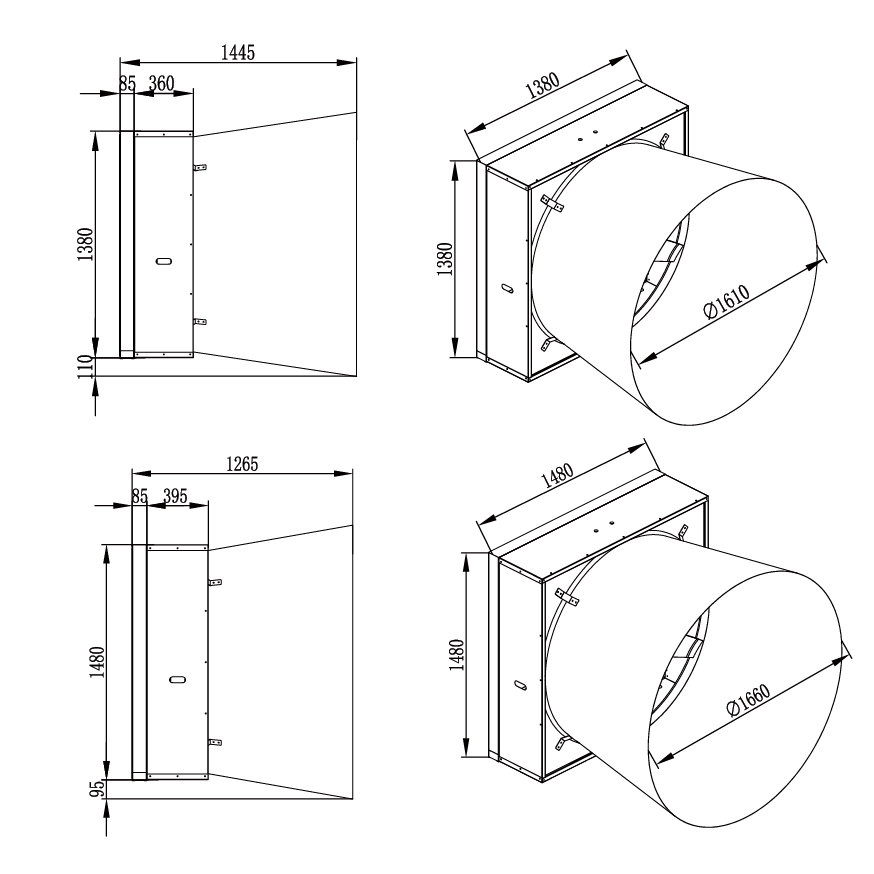
c. Direct-Drive Maintenance-Free Cone Fan
This model eliminates the need for belt maintenance by utilizing a high-efficiency direct-drive motor, ensuring reliable long-term performance. The fan blades are made from a high-strength nylon glass fiber composite, which is completely rust-proof and impact-resistant. The frame is constructed from high-grade hot-galvanized sheet material through precision mold stamping for superior structural rigidity. Its wind-open and gravity-closed shutter system provides a reliable and low-maintenance mechanism for airflow control in high-density facilities.
Performance Series Classification:
Designed for maximum volumetric airflow in large-scale broiler houses. At zero static pressure, it delivers a massive air volume of 52,500 m³/h (30,882 cfm). This series is optimized for peak summer ventilation, providing rapid air exchange to create a superior wind-chill effect for broilers.
High-Resistance Series:
Engineered specifically for high-density 3–16 tier cage systems where air resistance is significant. This series maintains stable and powerful performance even under high static pressure. The 54-inch model reaches up to 54,100 m³/h (31,824 cfm), ensuring that fresh air can penetrate deep into the center of the house despite the resistance from dense bird populations.
| Model | Unit | 0 | 12 | 25 | 37 | 50 | 62 | 75 |
|---|---|---|---|---|---|---|---|---|
| 50″ High-Output Type | Static Pressure (Pa) | 0 | – | 25 | – | 50 | 62 | 75 |
| Air Volume m3/hm3/h) | 52500 | – | 48400 | – | 44000 | 41100 | 37900 | |
| Air Volume (cfm) | 30882 | – | 28471 | – | 25882 | 24176 | 22294 | |
| — | — | — | — | — | — | — | — | — |
| 50″ High-Resistance Type | Static Pressure (Pa) | 0 | 12 | 25 | 37 | 50 | – | – |
| Air Volume m3/hm3/h) | 46300 | 42000 | 37400 | 34500 | 31300 | – | – | |
| Air Volume (cfm) | 27235 | 24706 | 22000 | 20294 | 18412 | – | – | |
| — | — | — | — | — | — | — | — | — |
| 54″ High-Resistance Type | Static Pressure (Pa) | 0 | 12 | 25 | 37 | 50 | – | – |
| Air Volume m3/hm3/h) | 54100 | 49000 | 43600 | 40300 | 36400 | – | – | |
| Air Volume (cfm) | 31824 | 28824 | 25647 | 23706 | 21412 | – | – |
d. Centrifugal Opening Box Fan
A standard choice for industrial-scale ventilation, featuring stainless steel fan blades with a self-cleaning surface. It utilizes a precision centrifugal opening mechanism that ensures the shutters are fully opened at 90 degrees to minimize air resistance during high-volume exhaust stages. All fan components are dynamically balanced to ensure smooth, vibration-free operation at high speeds. This fan is highly effective at discharging waste gases and maintaining air quality across all tiers.
Rated power 1.1kW
| Model | Unit | 0 | 12 | 25 | 37 | 50 | 62 |
|---|---|---|---|---|---|---|---|
| Model 50 | Static Pressure (Pa) | 0 | 12 | 25 | 37 | 50 | 62 |
| Air Volume m3/hm3/h) | 38400 | 36900 | 35100 | 32900 | 30100 | 26900 | |
| Air Volume (cfm) | 22588 | 21706 | 20647 | 19353 | 17706 | 15824 | |
| — | — | — | — | — | — | — | — |
| Model 36 | Static Pressure (Pa) | 0 | 12 | 25 | 37 | 50 | 62 |
| Air Volume m3/hm3/h) | 16200 | 14900 | 13000 | 10500 | 7400 | 5400 | |
| Air Volume (cfm) | 9529 | 8765 | 7647 | 6176 | 4353 | 3176 |
6. Automatic Control System: The facility is powered by an industrial-grade intelligent environment controller, representing the “digital brain” of modern broiler production. Featuring a 7-inch high-definition capacitive touch screen, the system provides real-time monitoring of temperature, humidity, static pressure, and $CO_2$ levels. It supports fully automatic control logic based on bird age and growth curves, allowing for 36 groups of ventilation levels and 22 groups of fan/cooling pad coordination. With its smart gateway and cloud-server integration, the system enables multi-terminal data sharing and “Breeding Online” capabilities, ensuring that large-scale operations exceeding 20,000 birds are managed with absolute precision and stability.




III. Materials & Build Quality
To ensure an exceptional service life of 15 to 20 years within the highly corrosive, high-humidity, and high-ammonia atmosphere of industrialized poultry houses, our H-frame system is built with a “Zero-Corrosion” engineering philosophy. The entire framework and cage mesh are precision-fabricated from premium hot-dip galvanized steel, featuring a heavy-duty zinc coating of 275g/m². The cage mesh specifically utilizes high-grade Q195 steel wire and undergoes a specialized post-weld galvanizing process. This ensures that every welded joint is fully encapsulated in zinc, providing an ultimate bio-barrier against oxidation and structural degradation.
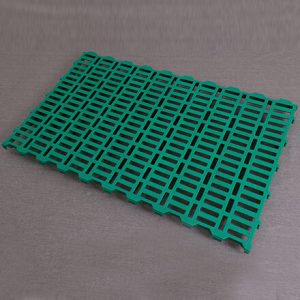
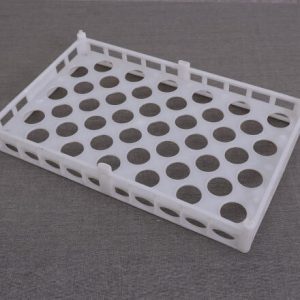
Structural stability is the cornerstone of our high-tier design. Even in massive 16-tier configurations, the system maintains a rigid, vibration-free skeleton through the use of high-strength 8.8 grade Dacromet bolts, which offer superior tensile strength and localized chemical resistance. Our proprietary Snap-fit architecture ensures that the entire cage array remains perfectly aligned under maximum bird-weight loads. For superior animal welfare and operational efficiency, the system incorporates a flexible, high-tenacity, and removable Polypropylene (PP) floor. This soft-touch surface is scientifically engineered to protect the broilers’ delicate feet and breast skin from lesions, directly improving the final carcass grade.
Internal logistics and fluid systems are built to the highest food-safety standards. Manure collection belts are manufactured from medical-grade, anti-stretch, and anti-aging PP, capable of withstanding heavy waste loads without deformation. The integrated drinking lines utilize high-purity anti-bacterial PVC or PEX pipes to prevent biofilm buildup and maintain water purity. All critical mechanical components undergo specialized treatment for high acid and alkali resistance. Finally, every surface and joint is polished to a burr-free finish to eliminate sharp edges, ensuring the equipment survives the most rigorous industrial cleaning protocols and high-pressure sanitation cycles without compromise.




IV. Technical Parameters




V. Capacity & Performance
Our Automated H-Frame system is engineered for massive-scale industrialized operations, delivering its optimal ROI when supporting between 20,000 to over 100,000 birds per building. The integration of precision gantry feeding and automated environmental controls ensures exceptional bird uniformity of over 90% while keeping mortality rates significantly lower than traditional floor-based systems. Its performance is characterized by high speed, low maintenance, and robust mechanical stability, ensuring that even at the maximum 16-tier vertical height, all automated sequences remain perfectly synchronized under 24/7 continuous operation cycles. By delivering consistent manure removal and maintaining ammonia levels at a minimum, the system provides exceptional reliability under peak production loads, enabling large-scale enterprises to achieve maximum growth rates and superior profitability.
VI. Application Scenarios
This Automated H-Frame system is exclusively intended for large-scale modern poultry enterprises, integrated industrial farms, and investors focused on high-efficiency, standardized broiler production. It is specifically optimized for facilities with a capacity exceeding 20,000 birds per building, where advanced automation is required to replace labor-intensive manual processes and ensure consistent bird quality. The 3-16 tier flexibility makes it the ideal infrastructure for both standard and high-rise climate-controlled closed houses, particularly in regions where maximizing land output is a priority. It is the professional choice for enterprises striving for export-grade food safety and process modernization, providing the necessary bio-security and environmental consistency required to achieve international HACCP and ISO certifications.