H-Frame Layer Battery Cage System
A high-capacity, multi-tier vertical farming solution specifically engineered for large-scale egg production operations exceeding 20,000 birds, delivering maximum land efficiency through advanced industrial automation.
Contact Us for Pricing
Interested in this product? Contact us now for detailed pricing and product information.
Product Details
Product Name: H-Frame Layer Battery Cage System
I. Product Overview
The Automated H-Frame Layer Battery Cage System is a sophisticated, modular infrastructure designed for large-scale commercial egg production. Engineered with a robust stacked structure, it allows for high rearing density while significantly saving floor space. The system integrates automated feeding, drinking, egg collection, manure removal, lighting, and intelligent environmental control into a single synchronized unit. Its modular design not only ensures structural stability across multiple tiers (typically 3 to 12 tiers) but also makes installation and maintenance exceptionally convenient. This system represents the transition of traditional poultry farming into a high-tech, IoT-enabled factory model, meeting the highest global standards for animal health and production performance.
II. Functions & Workflow
Standardized House Engineering & Airflow Logic
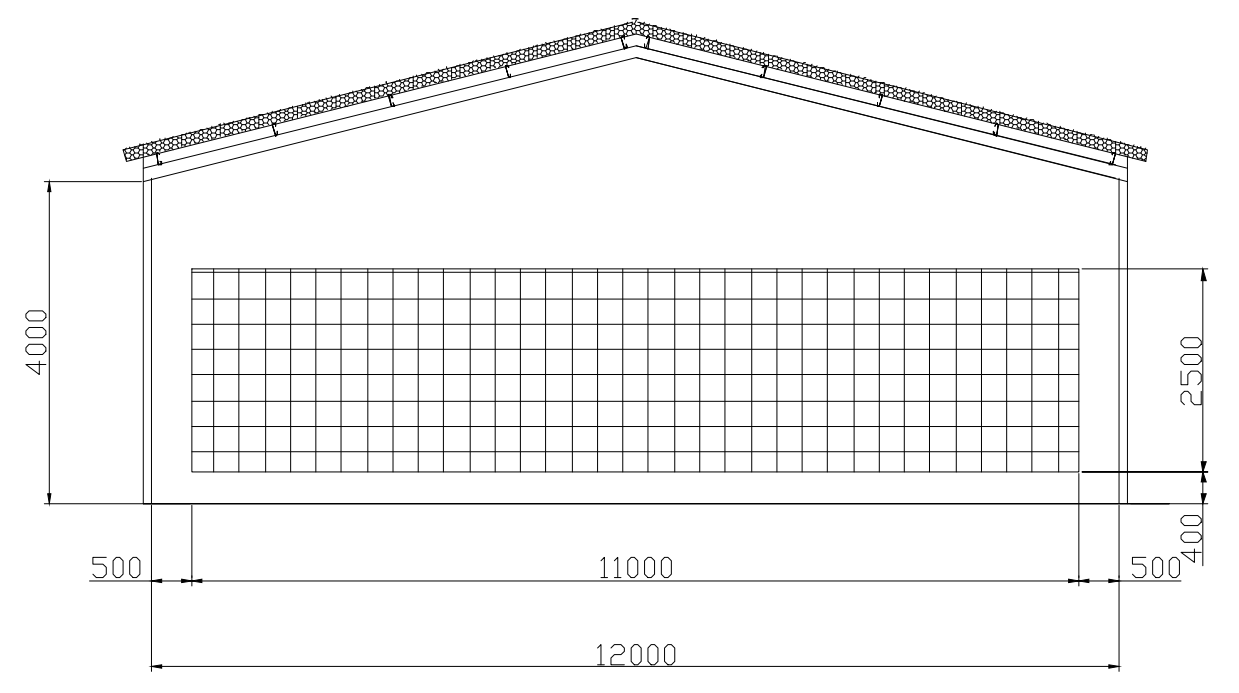
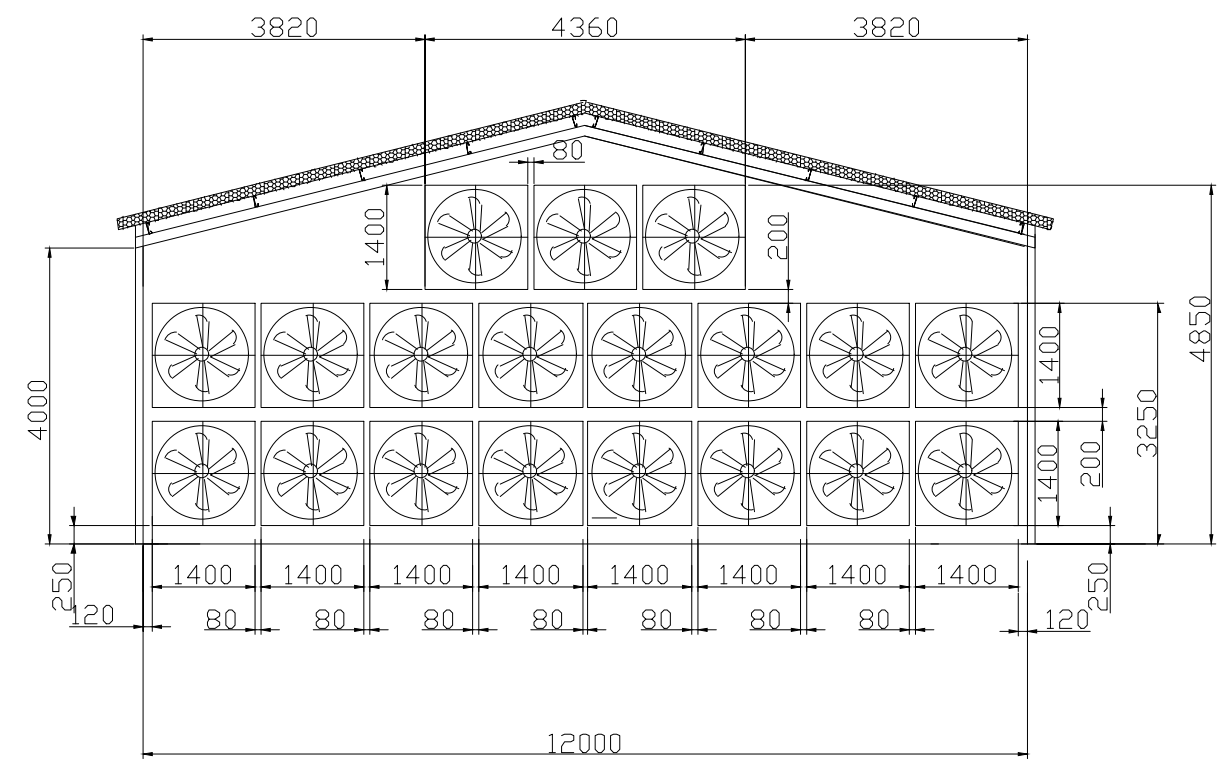
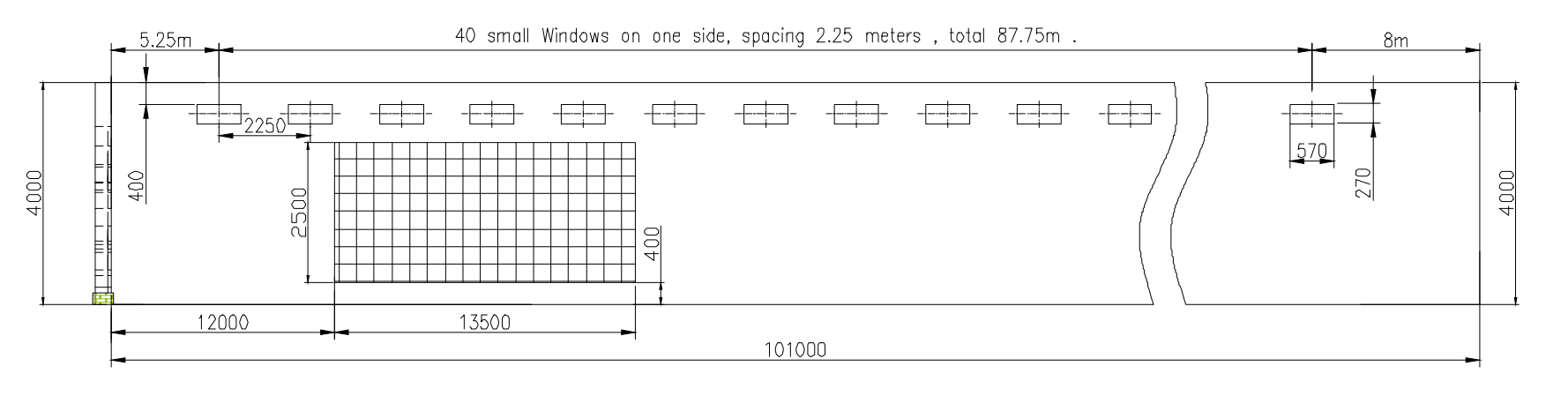
Our H-frame systems are supported by precision engineering blueprints to ensure the highest levels of environmental consistency. This standardized layout for a 101-meter poultry house illustrates our commitment to scientific ventilation.
Precision Air Intake: The design incorporates 40 synchronized air inlets (small windows) per side, spaced exactly at 2.25-meter intervals. This ensures a perfectly balanced negative pressure environment, delivering fresh oxygen to every bird row without creating drafts or dead zones.
Integrated Cooling Infrastructure: The blueprint specifies a dedicated area for high-efficiency cooling pads (2500mm in height), strategically positioned to pre-cool the incoming air before it reaches the cages. This structural integration is critical for maintaining stable temperatures during extreme heat, especially for high-density operations exceeding 20,000 birds.
Customized Facility Planning: While we provide standardized 101-meter blueprints, our engineering team can customize the house dimensions, window spacing, and cooling pad surface area to adapt to local climates and specific land dimensions.
This system provides a fully integrated operational logic to manage the entire egg production cycle with minimal human intervention. The workflow begins with the automated feeding system, available in both chain and trolley hopper options, which delivers precisely measured feed through V-shaped rolled troughs to prevent waste and improve feed conversion rates. For hydration, a front-end filtration system ensures clean water is delivered to two drinking nipples per cage. As eggs are laid, the reasonable angle of the bottom net ensures they roll gently onto the egg belt, where soft-touch collection fingers transport them via a central lifter to the packing area, maintaining an industry-low breakage rate. Simultaneously, the manure removal system utilizes high-strength belts to clear waste regularly, while the intelligent IoT modules monitor and adjust temperature, humidity, and negative pressure in real-time to ensure optimal laying conditions.
1. Automated Feeding System
Utilizing a Gantry-type or Trolley-type structure, it ensures uniform feed dispensing across all tiers. The system features high-strength V-shaped rolled feed troughs with wide sections, engineered to prevent feed throwing and mildew, which significantly improves the Feed Conversion Ratio (FCR).
2. Unified-Lifting Drinking System
The front-end filtration unit ensures pure water delivery to two high-sensitivity nipples per cage. This synchronized lifting mechanism allows for height adjustments as birds grow, ensuring zero leakage and keeping the floor environment dry.
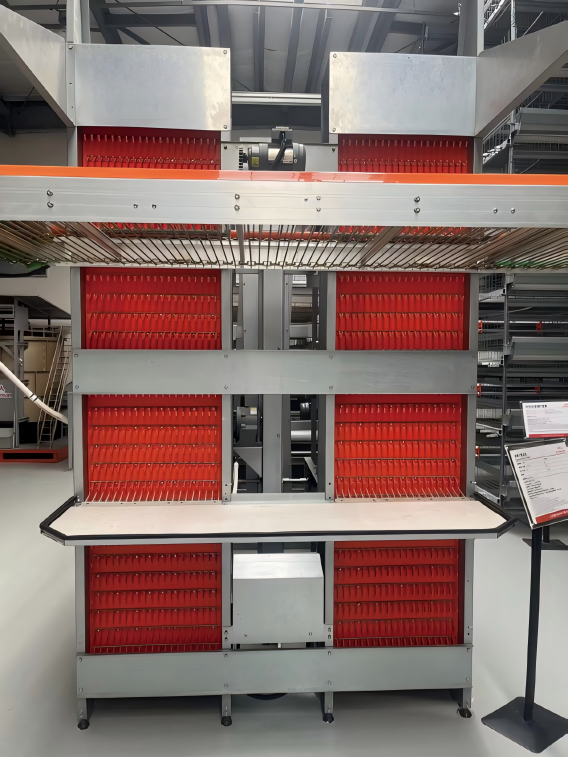
3. Integrated High-Efficiency Egg Collection System
Specifically designed for large-scale operations, our collection system prioritizes gentle handling and industrial-grade durability to maintain an industry-leading low breakage rate while maximizing throughput.
- Longitudinal Gathering & Precision Buffering
Eggs roll from the sloped bottom mesh into 95mm wide antibacterial belts. We offer Solid PP belts for low elongation and Holed Polyester belts to allow liquid from broken eggs to drain away. The system features an Egg Buffer driven by a push-rod motor (no air source required) and specialized Egg Pullers with premium rubber claws to prevent mutual collisions. Integrated aluminum alloy collecting pipes and brushes effectively filter out soft/broken eggs and remove feathers/dust before the eggs reach the main line.



- Elevator Collection (Vertical Transfer)
Utilizing a 2mm heavy-duty PVC conveyor belt and Nylon + Glass Fiber claws, the elevator system moves eggs at 3.3 m/min. Each row boasts a maximum capacity of 18,000 eggs per hour. For maximum safety and hygiene, the drive system is housed in a closed sprocket box, protecting personnel and keeping the chain dust-free. Anti-deviation mechanisms at both top and bottom ensure stable, long-term operation without belt damage.


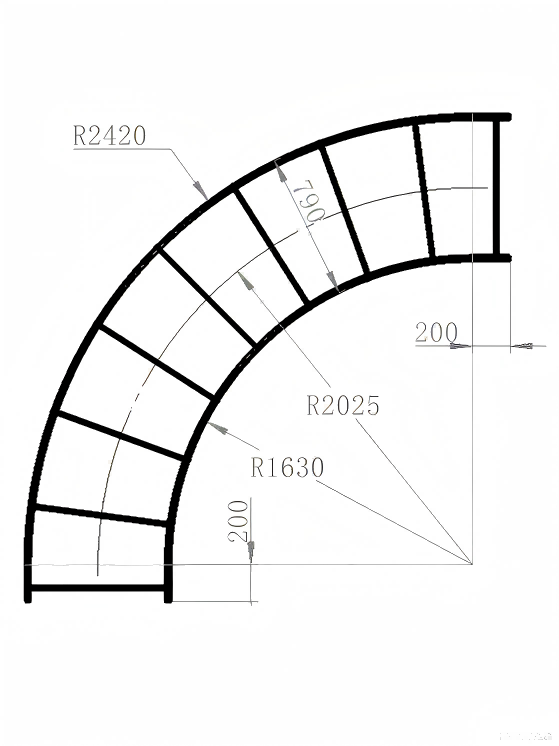
- Central Cross-Conveyor (The Logistics Highway)
The centralized line acts as the facility’s logistics highway, running at 6.5 m/min with a massive capacity of 65,000 eggs per hour. It is constructed with a premium galvanized manganese steel chain for superior strength and an aluminum outer frame for rust-free longevity. The system features stepless slope adjustment (0-20°) and customizable turning angles to adapt to complex farm terrains. An automatic oil dripper ensures smooth, low-noise mechanical performance.
- Ergonomic Manual Collection Table
For facilities requiring manual sorting, we provide height-adjustable tables featuring a PVC belt and EPDM foaming edges. This specialized buffer structure significantly reduces the impact energy as eggs roll onto the table, virtually eliminating micro-cracks during manual handling.

4. Manure Removal System: The Automated Manure Removal System is a vital structural component for maintaining high-density broiler sanitation and enhancing biosecurity. It is designed to efficiently remove waste in real-time, significantly lowering ammonia ($NH_3$) and hydrogen sulfide ($H_2S$) levels to prevent respiratory diseases. Our comprehensive solution comprises three integrated modules: in-cage longitudinal cleaning, horizontal-inclined cleaning, and centralized external transport.
a. Inside Manure Cleaning System (Longitudinal)
High-Performance Cleaning Belts: Utilizes 1.0-1.2mm thick Polypropylene (PP) belts characterized by high tensile strength, wear resistance, anti-aging properties, and a low friction coefficient.
Advanced Drive & Anti-Deviation Mechanism: The drive roller is made of high-quality structural steel with a heavy hot-dip galvanized coating. It features segmented rubber belt-pressing rollers and a precision pressing mechanism, which effectively prevents the manure belt from slipping or deviating during long-distance operation.
Multi-Stage Scraper Logic: Employs a double-channel PU material one-piece open mechanism scraper that sits close to the belt for a thorough clean. Additionally, a high-PVC inner scraper prevents debris from entering the driven roller, ensuring the system remains maintenance-free.
Debris & Feather Management: Features a specialized nylon spiral driven roller at the front end, which effectively removes any attached feathers or broken eggshell fragments without damaging the manure belt, ensuring a smooth and continuous cleaning cycle.


b. Outside Manure Cleaning System (Horizontal & Inclined)
Once manure is moved to the end of the cages, this module ensures efficient transport to manure trucks or designated storage areas.
Robust Structural Framework: The main frame utilizes profile-welded hot-dip galvanized steel, offering extreme rust prevention and high structural strength for outdoor environments.
Heavy-Duty Conveyor Belts: Features annular rubber conveyor belts that are wear-resistant, anti-corrosive, and designed for heavy loading. The system employs a chain tension transmission mechanism to avoid chain skipping even under complex working conditions like diluted manure or rain.
Versatile Terrain Adaptation: We offer multiple transportation modes, including underground, above-ground, and overhead configurations, allowing the system to adapt to complex farm terrains and various designated storage distances.
Efficient External Transport: The multi-channel scraper blade structure ensures high efficiency in final belt cleaning, significantly reducing labor and lowering environmental pollution risks on the farm.


5. Specialized Livestock Lighting
Utilizes IP67-rated warm-light LEDs managed via a 7-inch capacitive touch screen. The system supports age-based control and sunrise/sunset simulation to stimulate optimal ovulation and maintain a stable photoperiod for high-intensity egg production.
6. Automatic Ventilation & Cooling System
An intelligent negative-pressure airflow management logic utilizes high-power exhaust fans and evaporative cooling pads. The unique air gaps between tiers ensure unobstructed oxygen flow even in the center of the house, effectively reducing bird mortality.
7. “Breeding Online” Control System
The facility is powered by an industrial-grade controller (e.g., the 9200 Plus series) providing real-time monitoring of all environmental and production data. Through a cloud-based smart gateway, plant managers can monitor 36 groups of ventilation and 40-way dry contact outputs, ensuring total reliability for operations exceeding 20,000 birds.
III. Materials & Build Quality
To withstand the highly corrosive atmosphere of an industrial layer house, the system utilizes cutting-edge materials. The main frame is constructed from Zinc-Aluminum-Magnesium sheets, providing superior corrosion resistance compared to standard galvanized steel. The wire mesh is welded with specialized Aluminum-Zinc coated wire, offering a corrosion resistance 3 to 4 times higher than traditional hot-dip galvanized wire, significantly extending the equipment’s service life. Feed troughs are made of high-strength, mold-resistant materials with a V-shaped design to enhance structural rigidity. Additionally, sliding cage doors utilize durable plastic limiters for smooth operation and to prevent bird escape. Every component is designed to endure rigorous sanitation protocols and high-pressure washing without compromising structural integrity.




IV. Technical Parameters
Comprehensive Dimensional Data for Precision Engineering & Facility Layout
| Parameter | Unit | Standard Chain Cage | Standard Trolley Hopper Cage |
|---|---|---|---|
| Standard height/tier | mm | 640 / 700 | 640 / 700 |
| D Unit depth D | mm | 600 / 650 | 600 / 650 |
| L Unit width L | mm | 603 | 603 |
| H1 Unit door height H1 | mm | 277 | 277 |
| H2 Unit front height H2 | mm | 466 | 466 |
| S Bottom mesh area | cm2 | 3618 / 3919 | 3618 / 3919 |
| n Number of birds/unit | bird/cage | 8 ~ 9 | 8 ~ 9 |
| S Space/bird S | cm2 | 402/452 ~ 435/490 | 402/452 ~ 435/490 |
| L2 Cage width L2 | mm | 1200 | 1200 |
| L1 System width L1 | mm | 1575 | 1540 |
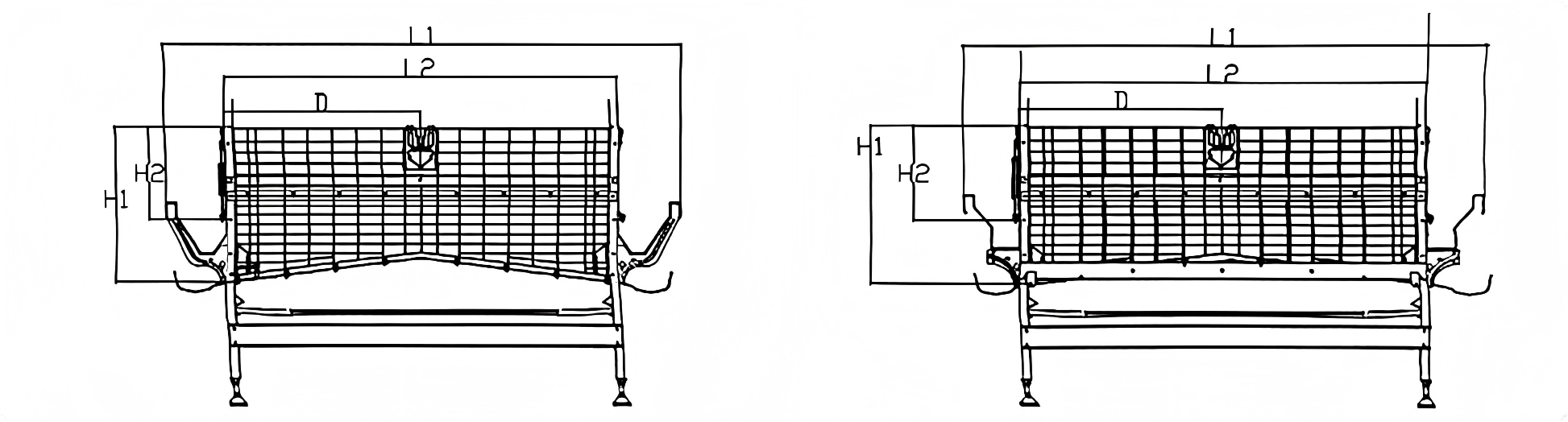
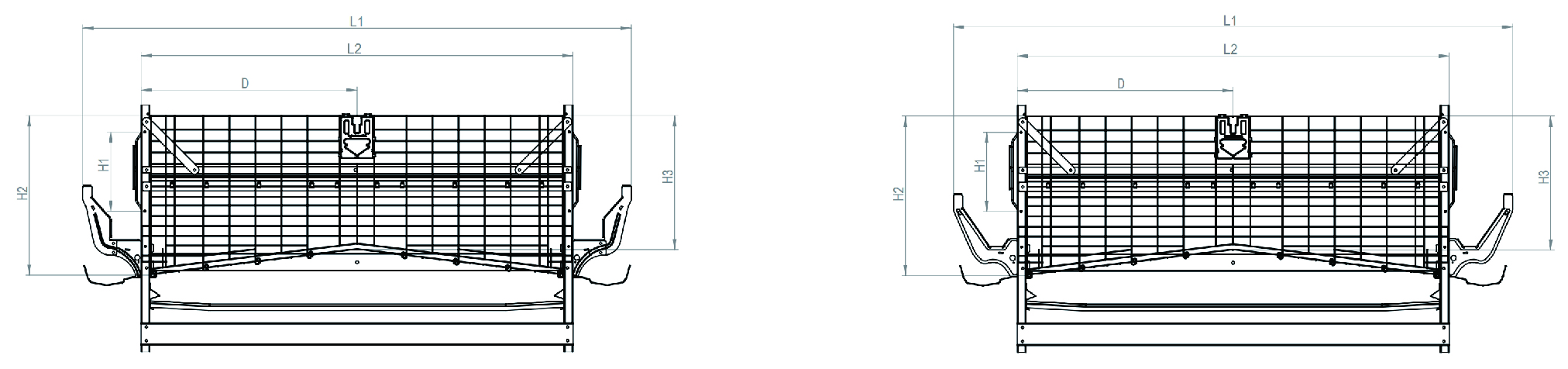
The following engineering diagrams and data tables provide a comprehensive dimensional analysis of our H-Frame Layer Cage System. These specifications are designed to assist farm owners and engineers in precise facility planning, ensuring optimal equipment integration within the poultry house.
Dimensional Specifications & Structural Logic
Our system offers two standardized configurations: the Standard Chain Cage and the Standard Trolley Hopper Cage. While both models maintain a consistent internal cage width of 1250mm (L2), the total system width (L1) is precision-engineered at 1590mm and 1630mm respectively to accommodate different feeding mechanical structures. With a flexible tier height of up to 700mm, the design ensures superior vertical airflow, which is critical for maintaining a stable micro-climate in high-density environments.
| Parameter | Unit | Standard Chain Cage | Standard Trolley Hopper Cage |
|---|---|---|---|
| Standard height/tier | mm | 640 / 700 | 640 / 700 |
| Unit depth D | mm | 625 | 625 |
| Unit width L | mm | 650 | 650 |
| Unit door height H1 | mm | 230 | 230 |
| Unit front height H2 | mm | 460 | 460 |
| Bottom mesh sqcm | cm2 | 4062.5 | 4062.5 |
| Number of birds/unit | birds/cage | 9 ~ 10 | 9 ~ 10 |
| Space/bird S | cm2 | 406 ~ 450 | 406 ~ 450 |
| Cage width L2 | mm | 1250 | 1250 |
| System width L1 | mm | 1590 | 1630 |
V. Capacity & Performance
The H-Frame Layer System is engineered for high-performance industrial output, capable of supporting tens of thousands of birds with just one operator per house. Its automated egg collection system is optimized for stability and a low breakage rate, ensuring maximum marketable yield. The intelligent environment control system significantly reduces mortality rates by maintaining a consistent living environment, which in turn enhances the laying rate and overall feed conversion efficiency. The system is built for 24/7 continuous operation, providing exceptional reliability and a long service life of 15-20 years under proper maintenance, even in high-intensity production environments.
High-Density Rearing & Welfare Standards
By utilizing a unit depth of 625mm and a width of 650mm, our system provides a generous bottom mesh area of 4062.5 sqcm per unit. This allows for a high-capacity stocking of 9 to 10 birds per cage while strictly adhering to international animal welfare guidelines, providing 406 to 450 sqcm of space per bird. This scientific balance between density and living space directly contributes to a stable laying rate and a significant reduction in bird stress-related mortality.
Technical Highlights from the Engineering Data
Vertical Space: Tier heights of 640mm or 700mm provide ample headspace for birds to move naturally.
Operational Access: A door height (H1) of 230mm ensures easy access for daily inspection and efficient bird catching.
Waste Management: The cage width is optimized to ensure manure falls directly and cleanly onto the PP belts, maintaining superior hygiene levels.




VI. Application Scenarios
This system is the primary choice for large-scale modern egg production enterprises and integrated industrial farms seeking maximum profitability and land efficiency. It is specifically designed for high-rise, climate-controlled closed houses where biosecurity and consistent egg quality are paramount. The flexible configuration (3-12 tiers) allows it to be adapted to various building heights and capacities. It is the ideal infrastructure for enterprises aiming to achieve international food safety certifications, providing a clean, traceable, and highly efficient environment for producing premium commercial eggs.